

Labelling integration has quietly become one of industry’s most decisive tools. Here’s the surprise: automated labelling systems can increase production throughput by up to 30 percent and cut label errors by over 90 percent. While many expect labelling to be a minor detail tucked behind the scenes, it now holds the power to transform compliance, save money, and reshape how managers control information across entire supply chains.
| Takeaway | Explanation |
|---|---|
| Enhanced Data Management | Implementing labelling integration improves data accuracy and reduces manual errors, creating a more dynamic information ecosystem that supports operational efficiency. |
| Strategic Advantage of Compliance | Advanced labelling systems ensure regulatory compliance and enhance supply chain transparency, offering significant competitive advantages through effective product information management. |
| Cost Efficiency through Automation | Automated labelling solutions minimise material waste and reduce production errors, leading to substantial cost savings and improved operational performance. |
| Continuous Improvement Processes | Successful labelling integration requires ongoing assessment and adaptation, including regular audits and cross-departmental collaboration to foster a strategic approach to information management. |
| Sector-Specific Solutions | Tailoring labelling integration strategies to address unique challenges in sectors like pharmaceuticals and food production is essential for meeting regulatory standards and operational needs. |
Labelling integration represents a sophisticated approach to managing product identification and information systems across industrial processes. At its core, this concept involves seamlessly connecting labelling technologies with broader production and supply chain management strategies.
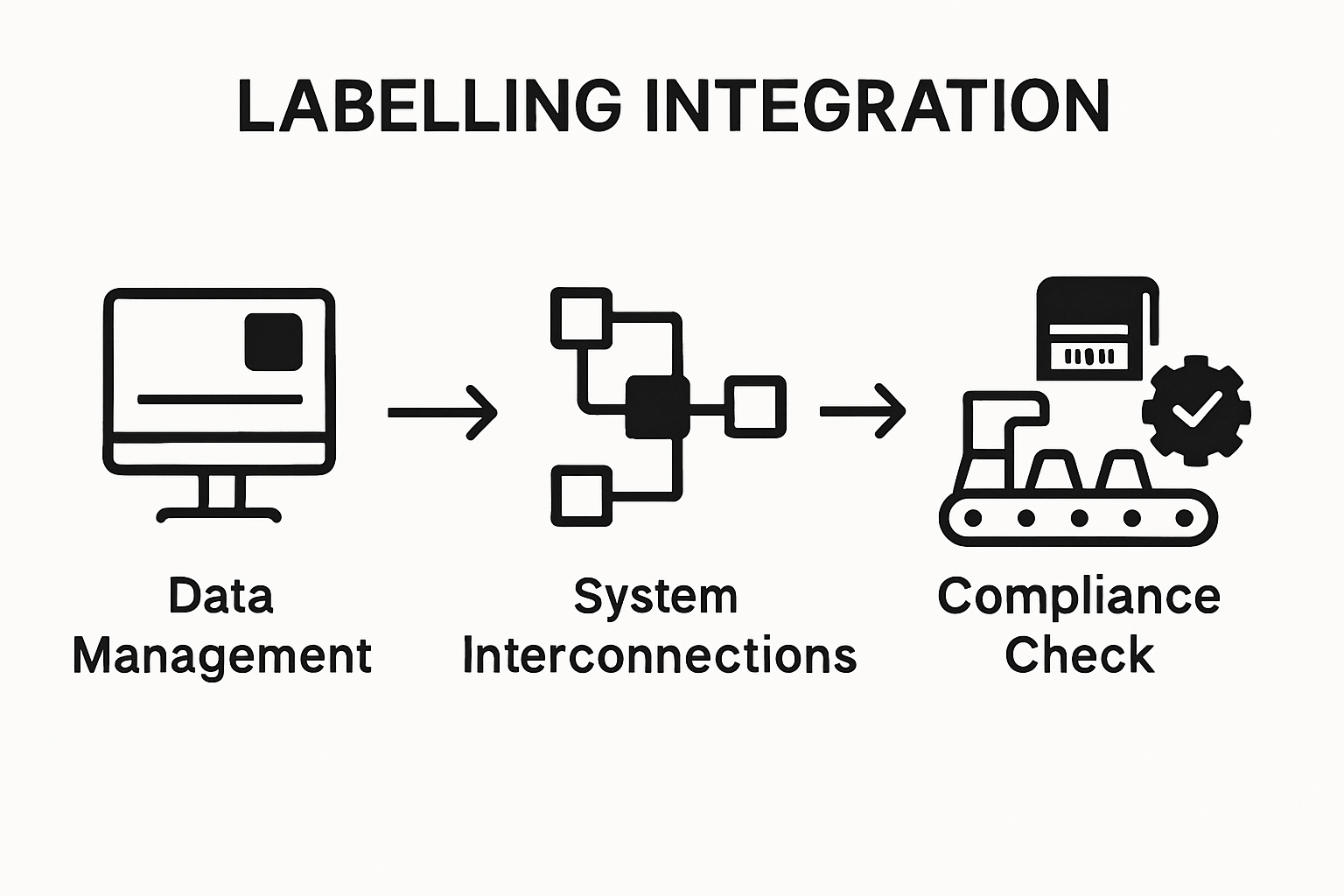
Labelling integration is more than simply applying a sticker to a product. It encompasses a comprehensive system of data management, technology synchronisation, and regulatory compliance. Discover our insights into advanced labelling methods to grasp the full complexity of this critical industrial process.
The technical infrastructure of labelling integration typically involves multiple interconnected components. These include database systems, printing technologies, quality control mechanisms, and digital tracking platforms. The UK government’s guidelines highlight the importance of precise labelling, particularly in sectors with stringent regulatory requirements. According to research from the Health and Safety Executive, effective labelling integration must account for comprehensive safety standards and information accuracy.
For industry leaders, labelling integration represents a strategic opportunity to enhance operational efficiency. The process goes beyond mere product identification. It involves creating a dynamic information ecosystem that supports multiple business objectives.
Key operational benefits include:
The Front of Pack nutrition labelling scheme demonstrates how integrated labelling can provide critical consumer information while meeting regulatory standards. This approach transforms labelling from a simple administrative task to a strategic business tool.
Industrial sectors ranging from pharmaceuticals to food production are recognising the transformative potential of sophisticated labelling integration. By treating labels as dynamic information carriers rather than static identifiers, organisations can unlock significant operational advantages.
The convergence of digital technologies, data management systems, and precision printing capabilities has elevated labelling integration from a peripheral function to a core strategic capability. Forward-thinking organisations are investing in technologies and processes that enable more intelligent, responsive, and compliant labelling ecosystems.
Understanding labelling integration requires a holistic view. It is not merely about technology implementation but about creating a cohesive information strategy that supports broader business objectives, ensures regulatory compliance, and enhances overall operational efficiency.
Labelling integration offers transformative advantages for industrial and production managers seeking to optimise operational efficiency and strategic performance. By implementing advanced labelling systems, managers can fundamentally reshape their approach to product management, quality control, and supply chain transparency.
For production managers, integrated labelling solutions represent a critical technological breakthrough. According to Automation Magazine, integrating labelling systems with manufacturing processes can dramatically improve operational responsiveness. Learn more about optimising production workflows to understand the full potential of these technological advancements.
Automated labelling systems provide substantial performance improvements. Research indicates these technologies can increase production throughput by up to 30% and reduce label application errors by over 90%. This translates into tangible benefits such as minimised material waste, reduced rework costs, and significantly improved production line consistency.
Key efficiency improvements include:
To help clarify the main operational benefits, the table below summarises the efficiency and strategic gains of integrated labelling systems for industrial and production managers:
| Benefit Area | Key Improvement | Impact |
|---|---|---|
| Production Throughput | Up to 30% increase in production speed | Greater output, improved responsiveness |
| Error Reduction | Over 90% reduction in label application errors | Fewer defects, less rework and waste |
| Data Management | Automated data entry, real-time tracking | Improved accuracy, instant visibility |
| Compliance & Traceability | Consistent regulatory adherence | Easier audits, lower compliance risk |
| Cost Efficiency | Lower manual labour & material wastage | Reduced costs, better profit margins |
Beyond operational efficiency, integrated labelling systems offer critical strategic advantages. According to industry research, these technologies support comprehensive regulatory compliance and provide unprecedented supply chain transparency.
Industrial managers can leverage integrated labelling to:
The ability to capture, manage, and communicate product information dynamically represents a significant competitive advantage. By treating labels as intelligent data carriers rather than static identifiers, organisations can transform their approach to product management.
Implementing sophisticated labelling integration strategies directly impacts an organisation’s bottom line. By reducing errors, minimising waste, and improving production speed, managers can achieve substantial cost savings.
Modern labelling technologies enable:
For forward-thinking industrial and production managers, labelling integration is not merely a technological upgrade but a strategic imperative. It represents a holistic approach to managing product information, ensuring compliance, and driving operational excellence in an increasingly complex manufacturing environment.
By embracing these advanced labelling technologies, managers can position their organisations at the forefront of industrial innovation, creating more resilient, efficient, and responsive production ecosystems.
Labelling integration represents a complex challenge that demands nuanced strategies tailored to specific industrial sectors. Different industries require unique approaches to effectively implement and manage labelling systems that meet their distinct regulatory, operational, and communication requirements.
Each industrial sector presents unique labelling integration challenges that demand sophisticated technological solutions. Explore expert strategies for optimising labelling processes to understand the intricate nuances of sector-specific implementations.
In the pharmaceutical sector, labelling integration must prioritise absolute precision and compliance. According to research published in the Public Health Nutrition journal, label consistency and information clarity are critical for ensuring consumer understanding and regulatory adherence.
Key sector-specific considerations include:
The following table compares the unique labelling integration requirements and challenges among key industrial sectors:
| Sector | Primary Focus | Key Challenges |
|---|---|---|
| Pharmaceutical | Traceability, compliance | Precision, stringent regulation, error minimisation |
| Food & Beverage | Nutritional info, transparency | Information clarity, consumer communication |
| Chemical | Safety, hazard communication | Regulatory compliance, hazard disclosure |
| Cosmetics | Ingredient transparency, compliance | Detailed listing, evolving regulations |
Successful labelling integration requires a comprehensive approach that goes beyond simple label application. The NHS Confederation’s guidance emphasizes the importance of developing standardised frameworks that facilitate seamless information exchange and collaboration.
Industrial organisations must consider multiple technological dimensions:
Optimising label integration is an ongoing process that requires continuous assessment and adaptation. Forward-thinking organisations recognise that effective labelling strategies involve more than technological implementation.
Strategic implementation involves:
By adopting a holistic approach to labelling integration, organisations can transform what was once considered an administrative task into a strategic competitive advantage. The ability to efficiently manage, communicate, and adapt product information becomes a critical differentiator in increasingly complex and regulated industrial environments.
Ultimately, successful label integration transcends technological solutions. It demands a comprehensive understanding of sector-specific requirements, a commitment to continuous improvement, and a strategic vision that recognises information management as a core business capability.
Labelling integration presents complex challenges that require strategic, multifaceted approaches. Industry leaders must navigate technological, regulatory, and operational obstacles to develop robust labelling systems that meet evolving business requirements.
Technological integration represents a significant hurdle for many organisations. Explore advanced strategies for overcoming labelling challenges to understand the nuanced approaches required for successful implementation.
According to the UK Medicines and Healthcare products Regulatory Agency, navigating regulatory frameworks demands meticulous attention to detail. The complexity stems from multiple interconnected challenges:
The BMJ study on standardized labelling implementation highlights the sociotechnical challenges organisations encounter, emphasizing the importance of comprehensive stakeholder engagement and practical problem-solving approaches.
Effective labelling integration requires sophisticated data management strategies. The UK government’s recent initiatives towards digital labelling demonstrate a progressive approach to regulatory compliance. Digital labelling laws aim to reduce regulatory costs and provide more flexible information delivery mechanisms.
Key best practice solutions include:
Successful labelling integration demands a proactive approach to risk management. Organizations must develop robust frameworks that anticipate potential challenges and create adaptive strategies.
Risk mitigation strategies should focus on:
The most successful organisations view labelling integration not as a one-time technological implementation but as an ongoing strategic process. This approach requires continuous investment in technological capabilities, staff training, and adaptive organizational culture.
Ultimately, addressing labelling integration challenges requires a holistic perspective that balances technological innovation, regulatory compliance, and strategic foresight. By developing comprehensive, flexible approaches, organisations can transform potential obstacles into opportunities for operational excellence and competitive differentiation.
Labelling integration is the process of seamlessly connecting labelling technologies with broader production and supply chain management strategies to improve data accuracy and streamline operations.
Implementing automated labelling systems can increase production throughput by up to 30% and reduce label errors by over 90%, leading to enhanced efficiency and reduced rework costs.
Advanced labelling systems ensure consistent regulatory compliance, enhance supply chain transparency, and provide significant competitive advantages through effective product information management.
Organisations can optimise labelling integration by tailoring their strategies to address unique sector-specific challenges, implementing standardised frameworks, and focusing on continuous improvement through regular assessments and cross-departmental collaboration.
The guide above reveals how labelling integration can transform industrial operations by eliminating errors and driving compliance. Yet achieving seamless data synchronisation and production speed is often easier said than done. Many leaders face constant pressure to reduce labelling mistakes, ensure traceability, and meet new regulatory demands. Product recalls, wasted time, and failed audits are all too common when manual or outdated systems are in place.
Sessions UK provides the fit-for-purpose answer. Our Labelling Machines: Precision & Accuracy for Every Industry range delivers the automation, accuracy, and compliance that modern manufacturing demands. Whether you manage a high-volume line or a specialist sector, our solutions are ready to help you move from theory to reality.
Do not let labelling be the weak link in your supply chain. See how our Fully Automatic Labelling Machines or flexible application tools can support your operation. For tailored advice or to explore options suited to your needs, visit Sessions UK today. Now is the time to act and future-proof your processes.

Learn how an RFID clothing tag can streamline retail operations and boost inventory accuracy. Discover benefits and implementation tips today.

Discover how asset tracking labels work for UK businesses. This guide covers barcode vs. RFID, materials, and how to build your asset management system.

A practical guide to labelling glass jars. Learn about machines, adhesives, and UK compliance to get a professional finish for your products.
Copyright © 2026 Sessions Label Solutions Ltd.